深圳镁沃智能科技有限公司

新能源电机漆包线端子热熔焊接机 星点线焊接机
发布时间:2023-09-13
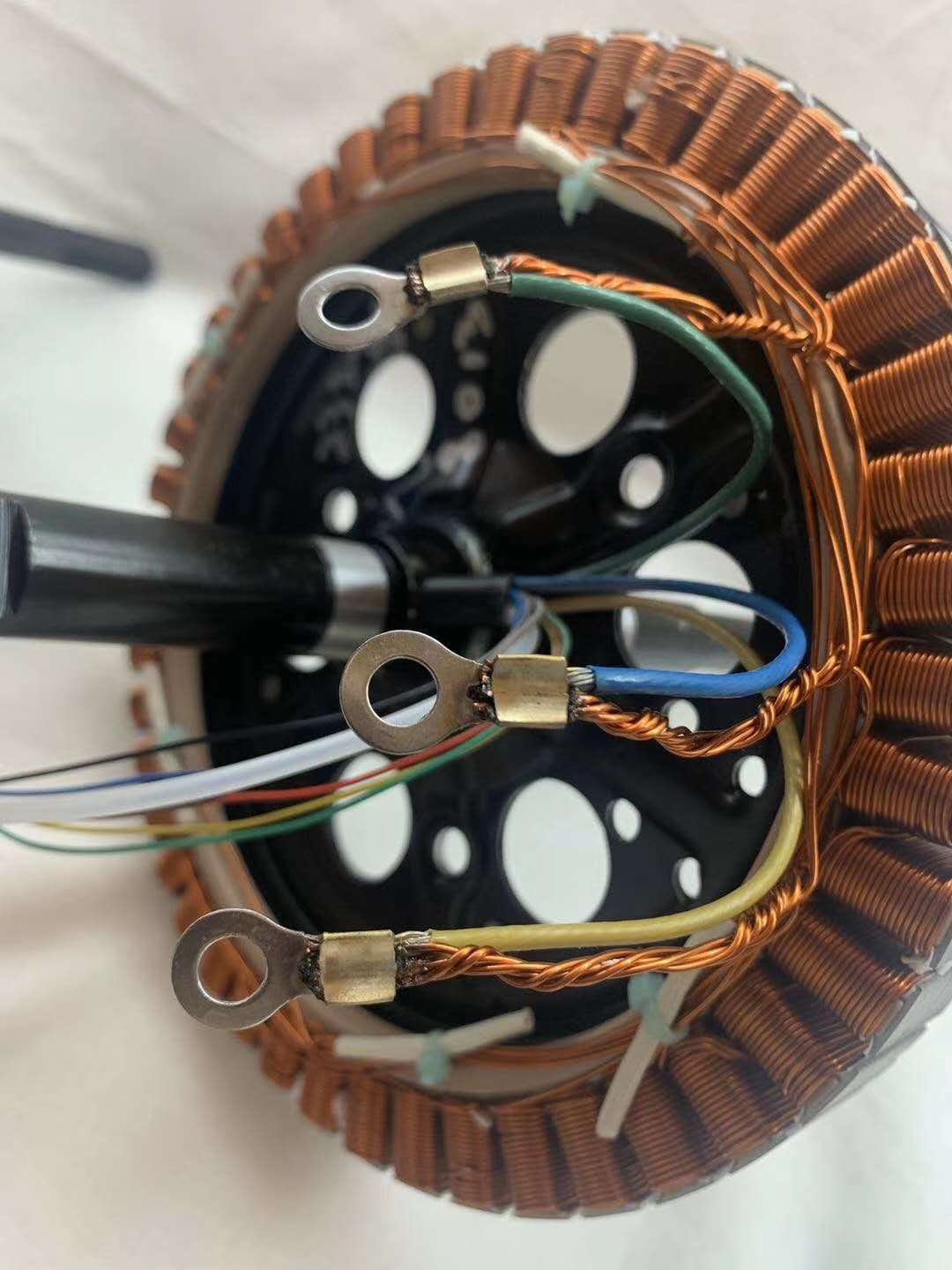
漆包线热熔焊机,电机多股漆包引出线热熔机,大品牌能源汽车电机引出线8根1.5mm漆包线为一股,与端子相扣热熔焊接,不用事先去漆皮,不用添加助焊剂,焊接一体成型后端子和裸铜线为一个整体。
星点焊接机图片:
星点点焊机 漆包线焊接机(新能源汽车电机引出线和端子相热熔焊接)
①星点线焊接;②将漆包线与端子焊接。
(手工将漆包线与端子相扣定型,并将放入固定好的焊头下方) → 按下启动按钮 →设备自动完成压紧、通电焊接、松开同时冷气吹气固化焊接点、退料等动作→人工取下工件。
电机多股漆包引出线热熔机焊接步骤:
1. 能源汽车电机若是较重我们采用升降功平台,电机放在焊接机台上料和下料不用人工抬。
2. 电机多股引出线用胶带**不能散开,端子和漆包线相扣机头温度大致在1500℃下压热熔焊接。
3. 当温度达到1500℃漆皮耐温200℃,在这种温度下漆皮自动高温气化,裸铜线清晰可见。
4. 铜线和端子相焊接后从外观上看变形一致,焊接后的铜端子厚度不平衡度在0.05mm内。
5. 焊接好的铜端子导通率是100%,每根漆包铜线电阻差值相对较小。
6. 铜段子用人工手动拉扯,不能拉出,如果左右摇摆只会拉断,单根线拉断时相对拉力较大。
7. 测试铜段子切开面,查看到铜线和端子相熔无缝隙。
分享:
【如果您还没有关注“公司名称”手机网站】

- 版权所有 技术支持:上全网










